Porastom urbanizacije i industrijalizacije povećavaju se količine otpadnih voda koje je potrebno prethodno tretirati prije ispuštanja u prirodna vodna tijela. U slučaju ispuštanja ovih voda bez prethodnog tretmana može doći do povećanja biokemijske potrošnje kisika (BPK), kemijske potrošnje kisika (KPK), smanjenja prodiranja sunčeve svjetlosti u vodu stvaranjem sloja na površini vode čime dolazi do narušavanja vodenog ekosustava.
Razvoj industrije dovodi do povećanja količina iskorištenih ulja, a najviše ih generiraju petrokemijska, metalurška i mehanička industrija, kao i pomorski transport. Zauljene otpadne vode definiraju se kao spoj otpadne vode i ulja u određenom omjeru. Masovno industrijsko stvaranje zauljenih voda onečišćuje okoliš, uključujući podzemne vode, zrak, tlo i proizvodnju. Ugljikovodici su čest uzrok onečišćenja okoliša, te na naftnoj i petrokemijskoj industriji leži velika odgovornost za rješavanje navedenog onečišćenja. Otpadne vode generirane iz navedenih industrija mogu sadržavati otrovne kemikalije, teške metale, mikroorganizme, biološke tvari, mikroplastike, ulja i viruse, te su karcinogene i mutagene za ljudsko zdravlje. Velika količina zauljenih otpadnih voda nastaje iz nafte pomiješane s vodom, koje sadrže masti, ugljikovodike i frakcije nafte kao što su dizel ulje, benzin, kerozin i dr. koje dolaze iz petrokemijske industrije i industrije za preradu metala.
Zauljene otpadne vode postaju sve veći problem u cijelom svijetu zbog sve većih količina i prisutnih onečišćenja. Onečišćenja prisutna u ovim vodama u slučaju njihovog ispuštanja u okoliš utječu na onečišćenje podzemnih voda, ugrožavaju život i zdravlje ljudi, te onečišćuju atmosferu. Njihov održiv tretman trebao bi biti isplativ i udovoljavati svim zahtjevima kako se štetne tvari ne bi prenijele u okoliš niti na ljude. U ovom istraživanju dat je kratki pregled nekih konvencionalnih i modernih tehnologija koje su se pokazale učinkovitim u praksi za pročišćavanje zauljenih otpadnih voda.
Zbog povišenih vrijednosti parametra kemijske potrošnje kisika (KPK) i ukupnih ugljikovodika (mineralnih ulja) ovaj sustav tretirane vode je kompleksan te sustav za pročišćavanje zahtijeva kombinaciju elektrokemijskih procesa i naprednih oksidacijskih procesa, korištenjem elektroda od nehrđajućeg čelika (SS), željeza (Fe) i aluminija (Al).
Ispitan je utjecaj vrste prethodnog taloženja, primarno taloženje sirove otpadne vode i primarno taloženje mješavine sirove otpadne vode s prethodno generiranim muljem, na učinkovitost procesa pročišćavanja zauljenih otpadnih voda hibridnim postupkom pročišćavanja, koji je kombinacija elektrokemijskog procesa i naprednih oksidacijskih procesa (AOP). Pročišćavanjem otpadnih voda generira se pročišćena voda i mulj koji će se koristiti kao predtretman za predobradu zauljenih otpadnih voda s ciljem postizanja boljih konačnih učinkovitosti pročišćavanja. Tijekom procesa praćena je koncentracija kemijske potrošnje kisika (KPK), mineralnih ulja i koncentracije sadržaja pojedinih elemenata.
 Slika 1. Pročišćavanje EC/EF procesom zauljenih otpadnih voda (iz separatora ulja i masti sustava odvodnje prometnica): Lijevo – sirova otpadna voda; u sredini - nakon tretmana s elektrodom od željeza 15 minuta i s elektrodom od aluminija 15 minuta; desno – nakon tretmana s elektrodama i dekantiranja istaložene pročišćene vode
Slika 1. Pročišćavanje EC/EF procesom zauljenih otpadnih voda (iz separatora ulja i masti sustava odvodnje prometnica): Lijevo – sirova otpadna voda; u sredini - nakon tretmana s elektrodom od željeza 15 minuta i s elektrodom od aluminija 15 minuta; desno – nakon tretmana s elektrodama i dekantiranja istaložene pročišćene vode
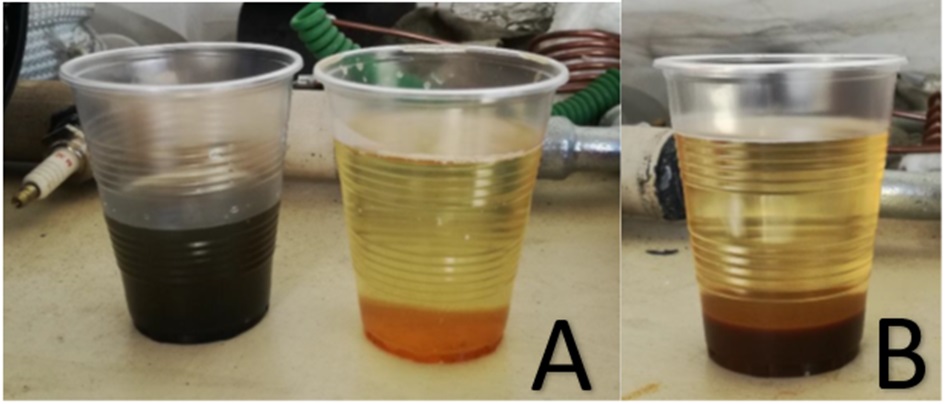 Slika 2. Pročišćavanje EC/EF procesom zauljenih otpadnih voda (iz procesa pročišćavanja dimnih plinova postrojenja za uplinjavanje mulja s uređaja za pročišćavanje otpadnih voda): (A) Lijevo-sirova voda, desno-nakon tretmana s elektrodom od nehrđajućeg čelika, 10 minuta i B) nakon tretmana s elektrodom od željeza, 10 minuta
Slika 2. Pročišćavanje EC/EF procesom zauljenih otpadnih voda (iz procesa pročišćavanja dimnih plinova postrojenja za uplinjavanje mulja s uređaja za pročišćavanje otpadnih voda): (A) Lijevo-sirova voda, desno-nakon tretmana s elektrodom od nehrđajućeg čelika, 10 minuta i B) nakon tretmana s elektrodom od željeza, 10 minuta
Karakterizacija uzoraka otpadne vode nakon primarne sedimentacije sirove otpadne vode i EC/EF procesa
Proveden je set eksperimenata u kojem se ispitala učinkovitost predtretmana, primarnog taloženje sirove otpadne vode u kombinaciji s EC/EF procesom. Primjena predtretmana smanjila je koncentraciju mineralnih ulja (1,7 mg/L), KPK (1433 mg/L) za 2,3 i 1,1 puta. Također, predtretman je imao utjecaj na značajno smanjenje koncentracija elemenata Cr (693,9 ng/L), Cu (336,4 ng/L), Sn (11,84 ng/L) do 3 puta i nešto manje učinkovitosti oko 1,5 puta za As (103,8 ng/L), Fe (0,16 mg/L), Mn (26.872 ng/L), Pb (88,99 ng/L) i Zn (2.276 ng/L). Primarno taloženje sirove otpadne vode pokazalo se učinkovitim za uklanjanje koncentracije mineralog ulja za 57%, a za KPK učinka uklanjanja je bio značajno manji 9,5%.
Nakon EC/EF obrade konačne vrijednosti koncentracija mineralnih ulja bila je 1,1 mg/L i KPK 170 mg/L, smanjila se za 3,6 odnosno 9 puta. Koncentracije pojedinih elemenata As (25,46 ng/L), Ca (1,28 mg/L), Cr (349,8 ng/L), Cd (0,179 ng/L), Fe (0,06 mg/L), Mn (910,7 ng/L), Pb (7,69 ng/L), Sn (0,2 ng/L), Zn (457,9 ng/L) dodatno su se smanjile, a Cu i Si su bile i ispod granica detekcije (< 0,1 ng/L). Primjena primarnog taloženja sirove otpadne vode i EC/EF rezultirala je linearnim povećanjem učinkovitosti uklanjanja organskih pokazatelja mineralnih ulja 72,2% i KPK 89,3%, a pokazala se učinkovitom i uklanjaju elemenata u tragovima (tablica 1).
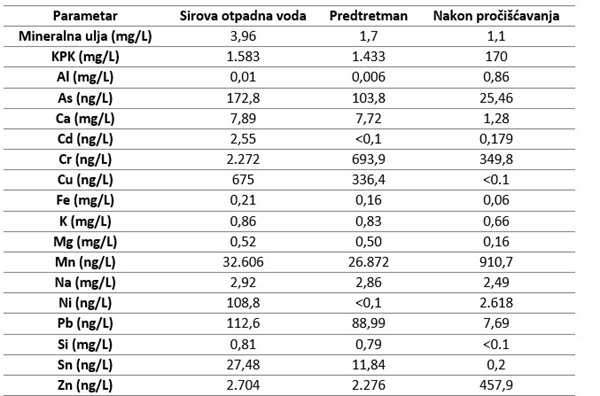
Tablica 1. Kemijski parametri određeni u sirovoj zauljenoj otpadnoj vodi, nakon primarne sedimentacije sirove otpadne vode i nakon EC/EF procesa
Karakterizacija uzoraka vode nakon primarne sedimentacije mješavine sirove otpadne vode s prethodno stvorenim muljem i EC/EF procesa
U drugom setu eksperimenata kombinirano je primarno taloženje mješavine sirove otpadne vode s prethodno generiranim muljem i EC/EF proces. Dodatkom generiranog mulja, koncentracija mineralnog ulja (110,3 mg/L) se smanjila za 1,2 puta, a KPK (1.242 mg/L) za 1,4 puta. Korištenje primarnog taloženja mješavine sirove otpadne vode s prethodno generiranim muljem nije značajno utjecalo na smanjenje organskih pokazatelja u otpadnoj vodi, mineralnih ulja 15,9% (slika 2) i KPK 26,7%.
Primjenom EC/EF obrade dobivene su značajne konačne učinkovitosti uklanjanja mineralnih ulja 7,6 mg/L i KPK 43 mg/L, 17,25 odnosno 39,4 puta. Koncentracije pojedinih elemenata As (186 ng/L), Ca (3,94 mg/L), Cr (9,326 ng/L), Na (0,72 mg/L), Ni (7,712 ng/L) dodatno su smanjenje, a Cd, Cu K, Pb, Si, Sn i Zn su u potpunosti uklonjene (< 0,1 ng/L). Kombinacija primarnog taloženje mješavine sirove otpadne vode s prethodno generiranim muljem i EC/EF procesa pokazala je vrlo visoke učinkovitosti uklanjanja mineralnih ulja 94,2% i KPK 97,5% (tablica 2).
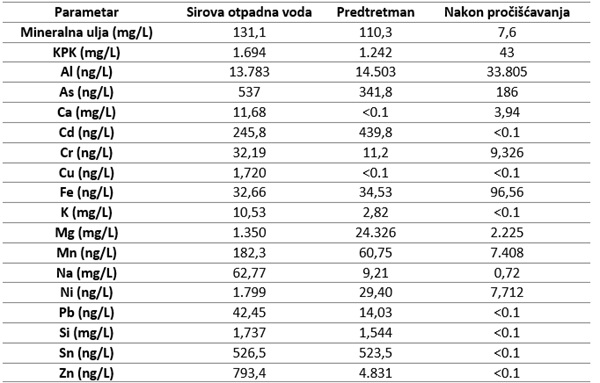
Tablica 2. Kemijski parametri određeni u sirovoj zauljenoj otpadnoj vodi, nakon primarne sedimentacije mješavine sirove otpadne vode s prethodno generiranim muljem i nakon EC/EF procesa
Analiza mulja generiranog EC/AOP obrade zauljenih otpadnih voda
Tijekom pročišćavanja zauljenih otpadnih voda EC/EF procesom korištene su elektrode od nehrđajućeg čelika, željeza i aluminija. U tablici 3. prikazan je sadržaj pojedinih elemenata u generiranom mulju. Veće količine željeza, kroma, nikla, bakra, cinka i mangana u izdvojenom mulju su posljedica korištenja elektrode od nehrđajućeg čelika i željeza.
Posljednjih desetljeća, cilj politike o otpadu je smanjiti negativan učinak nastajanja i gospodarenja otpadom kako bi se smanjio utjecaj na zdravlje ljudi i okoliš. Također, potrebno je težiti smanjenju upotrebe prirodnih resursa. Ponovna upotreba i materijalna oporaba otpadnih materijala treba biti prioritet. EU je implementirala vlastite propise o otpadnim materijalima i mogućnostima njihove ponovne upotrebe.
U posljednje vrijeme sve je više studija koje se bave istraživanjem korištenja mulja generiranog iz različitih izvora kao zamjene dijela glavnog materijala u izgradnji različitih građevnih materijala. U relativno malom broju studija je do danas proučavano korištenje elektrokoaguliranog metalnog mulja (EMS) kao zamijene dijela materijala za izradu građevinskog materijala. Korištenje EMS-a kao građevinskog materijala vrlo je korisno jer se otpadne tvari pretvaraju u korisne i smanjuju se količine koje je potrebno odložiti na odlagalište otpada. Jedna od prednosti korištenja mulja kao dodatka u građevinskim materijalima je što uključuje oksidaciju organske tvari, imobiliziraju se eventualno prisutne otrovne tvari i teški metali, te se uništavaju patogeni tijekom procesa žarenja.
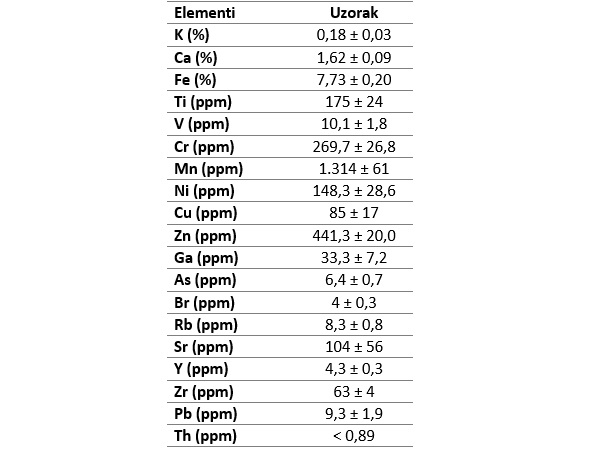
Tablica 3. Masene koncentracije i standardne devijacije (SD) elemenata u mulju generiranom tijekom procesa pročišćavanja zauljenih otpadnih voda
Karakterizacija laboratorijskih opeka
Pripremljene laboratorijske opeke najprije su razmatrane kako bi se utvrdilo da li je tijekom procesa sušenja i pečenja došlo do promijene u obliku i veličini opeka ili pak pucanja opeka. Sve opeke imale su željeni oblik i veličinu te nisu bile prisutne deformacije koje mogu nastati kao posljedica pečenja opeka pri visokoj temperaturi. Mjerenje duljine, visine i širine uzoraka opeka provedeno je sukladno normi HRN EN 772-16:2011. Glavni kriteriji za procjenu kvalitete opeka su tlačna čvrstoća, gubitak težine pri žarenju, sakupljanje pri žarenju i adsorpcija vode.
Kako bi se opeka koristila kao građevinski element najvažnije mehaničko svojstvo koje mora zadovoljiti je tlačna čvrstoća. Ovo svojstvo pokazuje svojstvo materijala da se odupire silama do trenutka kada dođe do njegovog loma. Visoke vrijednosti tlačne čvrstoće pokazale su opeke s dodatkom 1 % i 5 % EMS-a. Povećanjem masenog udjela EMS-a na 10 % i 20 % u opekama dolazi do značajnog smanjenja vrijednosti tlačne čvrstoće u odnosu na kontrolnu opeku i opeke s manjim udjelom EMS-a. Opeke s nižim udjelom EMS-a imale su veće vrijednosti u početnom upijanju vode, upijanju vode i upijanju tijekom 5-satnog procesa pečenja. Ispitivanje ekotoksičnosti bakterije Vibrio fischeri opeke s konvencionalno osušenim EMS-om (1%, 5%, 10%, 20%) pokazalo se toksičnim.
U svim opekama izmjerena je koncentracija pojedinih elemenata, što se može pripisati materijalu elektroda korištenih u procesu elektrokemijske obrade otpadnih voda. Posebna pažnja posvećena je elementima prisutnim u strukturi nehrđajućeg čelika, željeza i aluminija. U proizvedenoj opeci došlo je do blagog povećanja koncentracija Cr, Mn i Zn, što je posljedica uporabe navedenih elektroda.

Slika 3. Laboratorijske opeke s dodatkom različitih udjela EMS-a
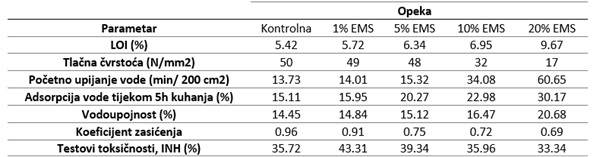
Tablica 4. Karakterizacija uzoraka opeka
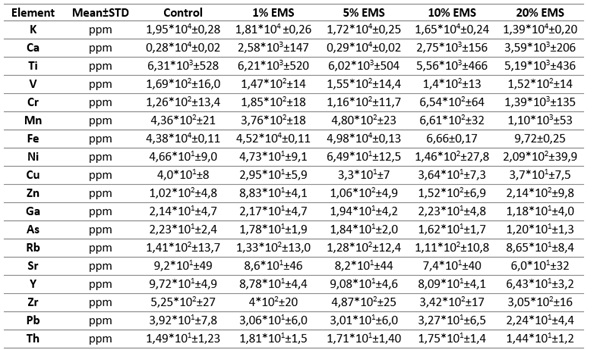
Tablica 5. Sadržaj pojedinih elemenata u kontrolnoj opeci, i opekama s dodatkom 1% EMS, 5% EMS, 10% EMS i 20 % EMS
Istraživački projekt u sklopu kojeg su ostvareni prezentirani rezultati financirala je Hrvatska zaklada za znanost u okviru projekta "IP-2019-04-1169-Zbrinjavanje pročišćenih zauljenih otpadnih voda i mulja s UPOV-a u opekarskoj industriji – proizvodnja novog opekarskog proizvoda u okviru kružne ekonomije".
Autori: Morana Drušković, Dražen Vouk, Hana Posavčić, Ivan Halkijević, Karlo Nađ